以下是:苏州市常熟市珩磨管研磨管货源稳定的产品参数
| 产品参数 |
|---|
| 产品价格 | 6500/吨 |
|---|
| 发货期限 | 2天 |
|---|
| 供货总量 | 不限 |
|---|
| 运费说明 | 电议 |
|---|
| 小起订 | 0.1吨 |
|---|
| 质量等级 | |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 20#无缝钢管 |
|---|
| 产品品牌 | 九冶 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品颜色 | 金属色 |
|---|
| 外形尺寸 | 圆形 |
|---|
| 适用领域 | 油缸机械加工 |
|---|
| 是否进口 | 否 |
|---|
| 范围 | 珩磨管研磨管供应范围覆盖江苏省、苏州市、常熟市、虎丘区、吴中区、相城区、姑苏区、吴江区、张家港市、昆山市、太仓市等区域。 |
|---|
【九冶】持续拓展产品矩阵,现有
昆山油缸管、
吴江研磨缸筒、
虎丘研磨管、
相城高精度珩磨管等,满足不同场景需求。
珩磨管研磨管货源稳定,
九冶管业(苏州市常熟市分公司)jiuye13257-3为您提供
珩磨管研磨管货源稳定,供应服务范围覆盖
江苏省、
苏州市、常熟市、
虎丘区、
吴中区、
相城区、
姑苏区、
吴江区、
张家港市、
昆山市、
太仓市,联系人:
高经理。 江苏省,苏州市,常熟市 南朝梁大同六年(540年),于南沙之地置常熟县,县治设南沙城(今海虞镇福山),隶于信义郡,是为常熟县名之始。常熟市因“土壤膏沃,岁无水旱之灾”得名“常熟”,是历史文化名城,地处江南水乡,素有“江南福地”的美誉,是吴文化发祥地之一;同时,也是中国旅游城市、国际花园城市、生态市、全球首批国际湿地城市。沙家浜·虞山尚湖旅游区为5A级旅游景区。全市位于中国县域经济、文化、金融、商贸、会展和航运中心城市的前列,2018年以来,先后被评为卫生城市(区)、全国绿色发展百强县市、全国新型城镇化质量百强区、全国营商环境百强县、全国综合经济竞争力十强县、全国农村创新创业典型县、全国双拥模范城(县)、中国智慧城市百佳县市、全国首批创新型县(市)。
无论您是初次接触还是已经熟悉,我们的珩磨管研磨管货源稳定产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。
以下是:苏州常熟珩磨管研磨管货源稳定的图文介绍


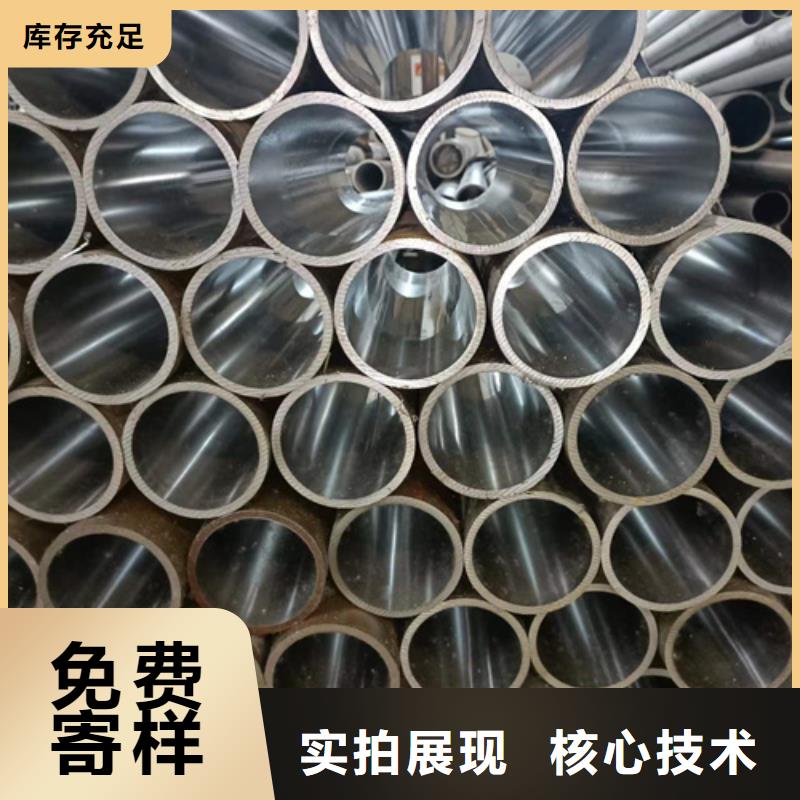
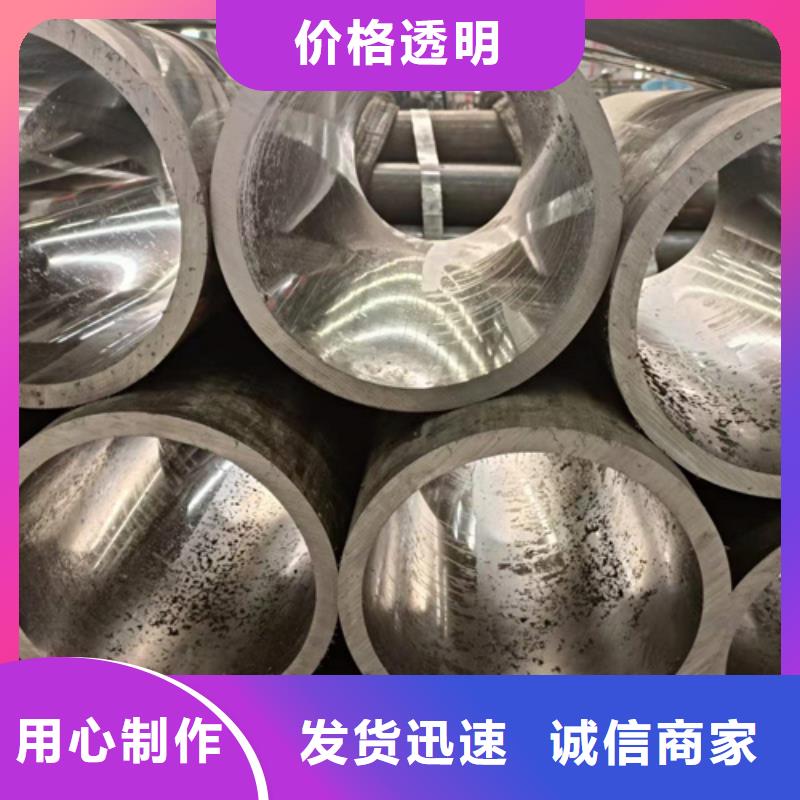
不仅如此,珩磨管的工艺要求海上救护很高的,尤其是一些中小型珩磨管的小孔,其圆柱度可达0.001毫米以内。而对于一些壁厚不均匀的零件,其圆度能达到0.002毫米。但是珩磨管一般只能提高被加工件的形状精度,要想提高零件的位置精度就需要采取一些必要的措施。若是要将库存的珩磨管拿出来加以运用,那么在这之前必须对珩磨管进行适当的加工处理,而清洗则是其中基本的一项。具体的操作要求可以参考以下说明。珩磨管储存的时间久了,其表面也会有污垢积存,因此在珩磨管使用之前一定要进行清洗。而清洗效果如何,除了与清洗方法有关之外,和珩磨管表面加工的状况也有关系,因此洗刷的间隔时间也要根据实际情况来决定。但是一般来讲,用于外部的珩磨管 每年洗刷两次,不仅是为了得到优质的表面质量,也是为了延长珩磨管使用寿命,在实际应用中能发挥更好的作用。



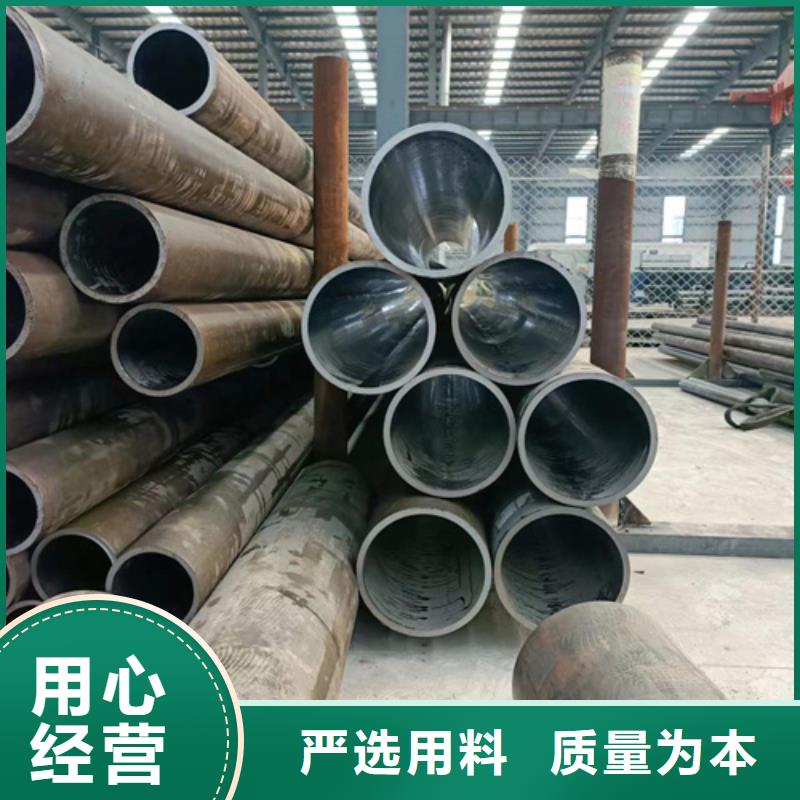
珩磨管的设计和配件是非常复杂的,今天我们大家就来简单了解一下吧。 珩磨管的布管设计和配管应与液压原理图相符,除了珩磨管本身之外,其他组件、元件、配件都要认真选用。珩磨管的布管设计和配管应与液压原理图相符,除了珩磨管本身之外,其他组件、元件、配件都要认真选用。其次珩磨管的铺设排列和走向必须整齐一致,层次也需要分明,如果系统中同时存在平行和交叉的珩磨管,一定要注意它们之间的间隙大小。另外,配置的珩磨管还要具备良好的性能,比如刚性、抗振动能力等等,为了增强其布管的稳定性,还需要配置相应的支架和管夹,避免在使用过程中发生位移。


九冶管业(苏州市常熟市分公司)拥有技术精湛的自主研发团队,以满足客户需求为目标,以为用户提供高价值 绗磨管产品为己任,按照客户需求,为客户研制出满意放心的 绗磨管产品。实现 绗磨管产品需求多元化,质量稳定化。



珩磨管加工特点一、加工精度高一些中小型的通孔,其圆柱度可达0.001mm 以内。一些壁厚不均匀的零件,如连杆,其圆度能达到0.002mm。对于大孔,圆度也可达0.005mm,如果没有环槽或径向孔等,直线度达到0.01mm/1m以内也是有可能的。珩磨比磨削加工精度高,因为磨削时支撑砂轮的轴承位于被珩孔之外,会产生偏差,小孔加工,磨削精度差。珩磨一般只能提高被加工件的形状精度,要想提高零件的位置精度,需要采取一些必要的措施。如用面板改善零件端面与轴线的垂直度。二、表面质量好表面为交叉网纹,有利于润滑油的存储及油膜的保持。有较高的表面支承率(孔与轴的实际接触面积与两者之间配合面积之比),因而能承受较大载荷,耐磨损,从而提高了产品的使用寿命。珩磨速度低(是磨削速度的几十分之一),且油石与孔是面接触,因此每一个磨粒的平均磨削压力小,这样珩磨时,工件的发热量很小,工件表面几乎无热损伤和变质层,变形小。珩磨加工面几乎无嵌砂和挤压硬质层。


卸前后要设法提供条件防止液压缸的零件被周围的灰尘和杂质污染。例如,拆卸时应尽量在干净的环境下进行,拆卸后所有零件要用塑料布盖好,不要用棉布或其他工作用布覆盖。珩磨管在进行拆卸的时候应该防止损伤活塞杆螺纹、油口螺纹和活塞杆表面、缸套内壁等。为了防止活塞杆等细长件弯曲或变形,放置时应用垫木支承均衡。油缸拆卸后要认真检查,以确定哪些零件可以继续使用,哪些零件可以修理后再用,哪些零件需要替换。对珩磨管制成的油缸缸筒进行滚压,是为了减少珩磨管表面微小裂纹,对裂缝进行封闭,同时还可以提高珩磨管抗疲劳强度。要注意的是,滚压前较好先用浮动镗刀精加工,以此保持滚压前孔壁的光洁度、滚压余量和确保孔的几何尺寸精度。



珩磨管研磨管货源稳定_九冶管业(苏州市常熟市分公司),联系人:高经理,开发区丁快工业园。
名片")